|
|
|
Terminal
Crimp Process Verification Report |
|
|
|
|
|
|
Report No.: |
|
|
|
Project Name: |
|
Manufacturer: |
|
|
|
Project Type: |
|
Preparing Location: |
|
|
|
Requested By: |
|
Request Date: |
|
|
|
|
|
|
Prepared By: |
|
Completion Date: |
|
|
|
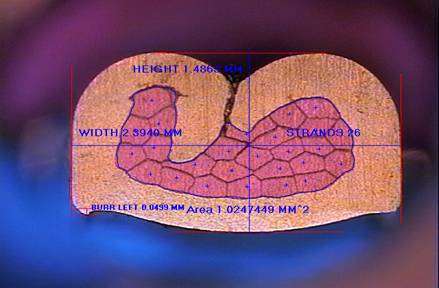
| Conductor Crimp
Cross Section |
|
| Cross Section Close to Conductor Crimp Center |
Observations |
|
|
Evaluation based on IPC A-620 sec. 5.1.1 |
|
|
|
| Based on observations, classify
this insulation crimp cross section as acceptable, process issue, or design
issue. |
|
|
| Check
Points: |
Classification |
|
| Compression: No round strands.
All strands are deformed. |
Acceptable |
|
|
| The crimp is symmetrical.
The distance between wing tips is not greater than the material
thickness of the terminal. Strands are
evenly distributed. |
Process Issue |
|
|
|
|
| No air gaps in the conductor crimp. |
Acceptable |
|
| No cracks or breaks in the terminal material (normally linked to
excessive extrusion.) |
Acceptable |
|
|
|
| Wings Locked. No gaps between wings. |
Acceptable |
|
| Wing tips do not contact bottom or side of terminal. |
Acceptable |
|
|
| Additional
Comments: |
|
| |
|
|
|
|
|
|
| Center Wire Crimp
Analysis |
|
| Category |
Measurement |
Specification |
Meets Criteria? |
|
| Height** |
1.505 |
1.49 +/- 0.05 |
Yes |
|
| Width* |
2.30 mm |
2.29 mm |
Yes |
|
| Pull Test** |
62.1 |
40 lbs. |
Yes |
|
| Wire Barrel Flash
/ Extrusion |
0.0499 mm |
0.0 mm |
0.25 mm |
Yes |
|
| Wire CMA |
2600 |
2600 |
Yes |
|
| Strand Count |
0 |
26 |
Yes |
|
| Strand Diameter |
0.254 mm |
0.254 |
Yes |
|
| Crimp Compression* |
22.22% |
10% <= 30%*** |
Yes |
|
| *Measurements
are from a 1 piece sample set |
|
| **Measurements
are the mean of a 30 piece sample set. |
|
| ***For
copper wire material only |
|
|
| Measurement
Criteria |
|
|
1. IPC-A-620 |
|
|
2. SAE/USCAR-21 |
|
|
3. OEM Application / Specifications, UL 758
and Good Crimping Guides |
|
|
4. C-4 - 7.3.4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|